











 瀏覽器自帶分享功能也很好用哦~
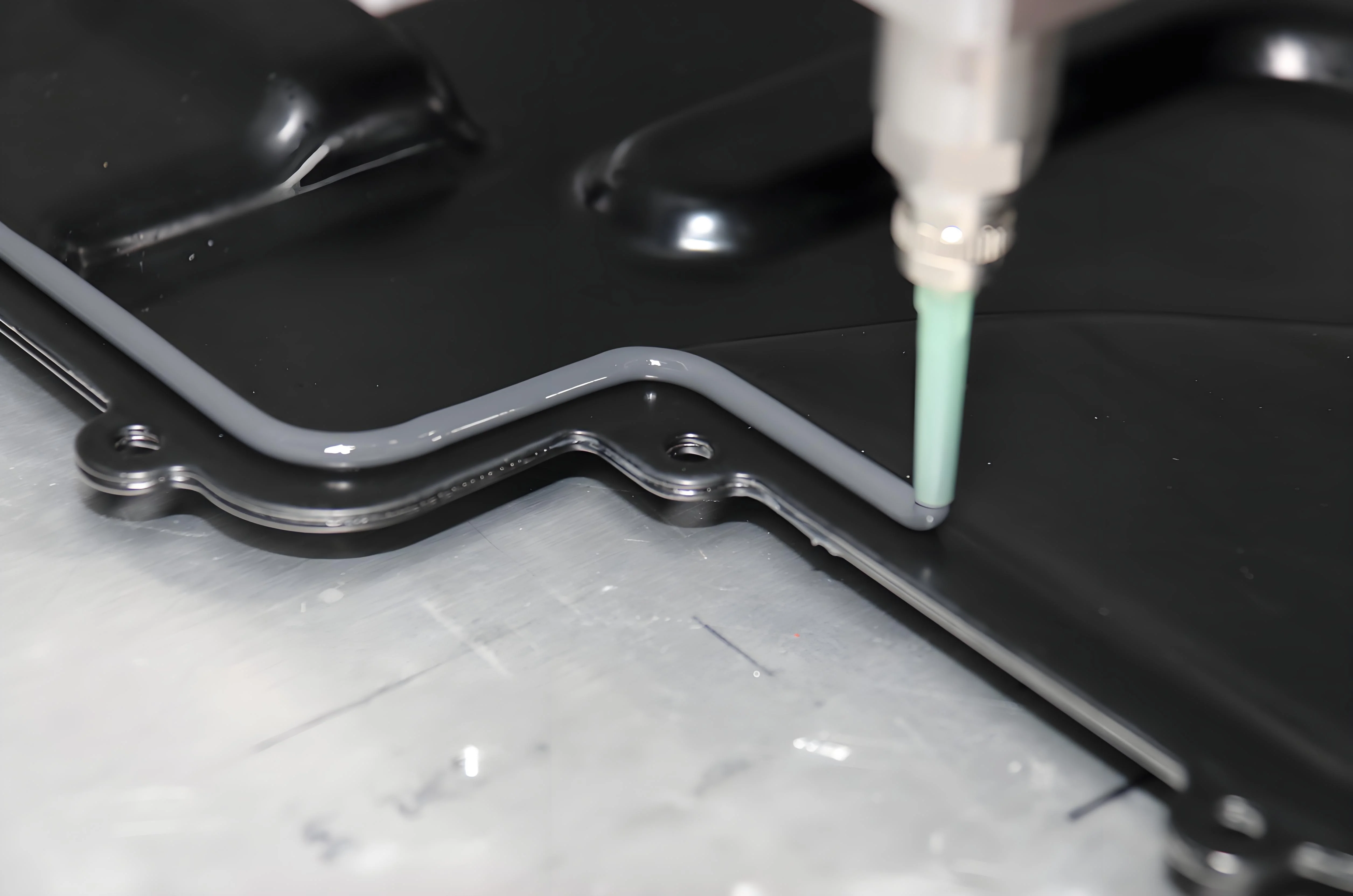
瀏覽器自帶分享功能也很好用哦~出于對一些性能和經濟因素的考慮,很多客戶都開始轉為采用結構膠黏劑來代替傳統的機械連接或焊接方法,這些因素包括重量和能量節約、勞動成本縮減、美觀提升,以及復合材料和其他無法用傳統方法進行粘接的材料的設計越來越多等。
傳統的組件連接方法包括焊接、鉚接,以及使用螺母螺栓和其他機械緊固件。設計和生產工程師已習慣使用這些方法,但現在他們遇到了挑戰,因為一些新因素的出現使得這些方法存在的限制開始顯露出來。


有一個因素在很多行業中都起到了關鍵性作用,即需要降低重量來減輕燃油消耗、能量損耗和產生的排放,這在以內燃機或電池為能源的自供電機器和設備的制造行業中尤為突出。
要想達成這一目的,可以把由鋼鐵制造的相對較重的部件替換為較輕質量的鋁、復合材料或塑料,并降低所用的機械緊固件的數量,或者使用更加輕薄的金屬片。
這些改變給傳統的連接方法帶來了挑戰,因為異質材料、塑料和復合材料明顯無法進行焊接;而輕薄的金屬片部件在集中放置穿過部件的緊固件(鉚釘、螺栓)的位置又容易發生變形或撕裂。在重負荷或因金屬疲勞造成金屬變形或撕裂的情況下,會導致部件可靠性和壽命下降,或造成緊固件之間出現間隙。
在傳統的組裝過程中也可能會造成金屬損壞,例如焊接薄金屬片時可能會造成熱變形或燒穿。而采用膠接接合面則能確保表面干凈清潔,這樣在實施最終的修整前只需進行最低限度的表面處理即可。最終,膠黏劑可以被預先涂抹在總裝時無法進行機械緊固的區域;而且還允許采用一些新穎的設計,以便于進一步減少重量、成本和勞動力。
膠黏劑經過不斷發展,現可在眾多應用中替代傳統的連接方法,適用于裝配門和電梯等金屬板材、農業設備、汽車、卡車和軌道護片附件等。要想成功轉換為采用膠黏劑,設計和生產工程師必須考慮諸多因素,具體如下:
膠黏劑的選擇
市面上有各種結構型膠黏劑產品可供選擇。從氰基丙烯酸酯“快干”膠黏劑到單組分(熱固化)環氧樹脂膜,選擇多元。
雖然所有的膠黏劑都有各自的用途,但在動態應力環境(如抗沖擊和連續振動時)下并不是所有結構膠都適合對焊接/機械緊固件進行替換。對于這些要求較高的應用,只有少數膠黏劑產品能夠適用。
主要有三種化學物質能夠在粘接大型區域時可提供足夠的結構強度(這里,我們將結構強度定義為使用標準搭接剪切程序測定的超過1000 psi的搭接剪切強度)。
雙組分聚氨酯樹脂
經過專門配制,一經混合即可固化,而且通常情況下,即使粘接層較厚,也能夠在室溫下快速固化(不像單組分聚氨酯密封膠那樣,只有在接觸到空氣或基材水分時才能緩慢固化)。雙組分聚氨酯樹脂可實現穩固粘接,而且它具有很高的柔性,能夠在緊附基材時提供相對較高的抗沖擊性和剝離強度。但其模量通常較低,導致其耐熱性相對較差。此外,在頗具挑戰的環境條件下(如長期暴露于水分/濕氣下),為了保持聚氨酯樹脂對金屬的粘接效果,可能需要對金屬噴涂底漆。
雙組分丙烯酸樹脂經過專門配制,可在不噴涂底涂的情況下與金屬牢固地粘接在一起(有時連金屬的去污過程和防銹油的清除過程都可以省去)。丙烯酸樹脂的耐高溫性能強于聚氨酯樹脂,但在低溫條件下通常會變得更脆,因而剝離強度和粘接力度都會降低。有些人希望通過改良配方來克服丙烯酸樹脂自身存在的限制,如加入彈性粒子和環氧樹脂等。因此,在溫度條件不是很極端的情況下,高性能的丙烯酸樹脂和丙烯酸混合物能夠滿足多種應用需求,而且它們能快速固化并與塑料穩固粘接,這些都是十分有用的特性。
環氧樹脂膠黏劑
要實現最佳的抗振動性和環境耐受性,環氧樹脂膠黏劑屬于較適合的解決方案。不過,在抗沖擊、抗振動應力、環境耐受性以及提供較高結構強度方面,環氧樹脂還存在著廣泛的差異。很多人只熟悉第一代環氧樹脂膠黏劑,這些膠黏劑往往都是剛性的,環境耐受性也相對較低。但隨著環氧樹脂技術的不斷改進,新一代的環氧樹脂已經克服了這些限制。
在 20 世紀 70 年代,環氧膠黏劑的柔性大幅提高。這些膠黏劑的剝離強度得到大幅提升,在沖擊力、熱應力、疲勞耐受性方面也得到改進。柔性環氧樹脂現應用于飛機部件的蜂窩板粘接、鐵路板材的鋪設等諸多領域,在這些應用中,環氧樹脂必須具有長期穩定的使用壽命,即便面臨重復振動和熱循環帶來的挑戰,也能應對自如。
增韌環氧樹脂
20 世紀 80 年代,增韌環氧樹脂問世。不像柔性環氧樹脂那樣,需要依賴低模量來提供抗沖擊性和抗疲勞性,增韌環氧樹脂在配制過程中采用較高的模量矩陣,其中加入了非常小的(微米級)橡膠顆粒。這些顆粒在承受壓力時能吸收能量,并阻止微裂紋的擴展,從而提供極致的抗沖擊和抗疲勞性能。增韌環氧樹脂目前被運用于要求較高的應用當中,如移動基站的粘接、武器粘接、運動產品制造(復合山地自行車框架和高爾夫球桿頭與桿體的粘接)等。
增韌環氧樹脂保留了此類膠黏劑所固有的環境耐受性能,通常是高強度焊接和機械緊固更換的最佳選擇。

圖1.通過對比剝離和剪切性能得出的雙組分結構型膠黏劑之間的相對關系
膠接接合面的設計
接合面構型
結構型膠黏劑在剪切和拉伸過程中(尤其是壓縮時)的強度是較高,在剝離和劈裂時強度較弱,因為此時所有粘接力都集中在分離部分的前緣。因而,有必要設計一種接頭,讓剪切和拉伸力(而非剝離和分裂力)占主導地位。
下圖展示了幾則接頭再設計的示例,用以實現粘接力最大化。汽車和大型設備制造商等要求較高的客戶會使用計算機建模技術來評估各種設計的接合面應力,并對最終設計進行優化。

圖2.幾則在優選模式中應用粘接力的接合面再設計示例
表面處理
粘接部分也必須干凈清潔。如果表面覆有一層弱束縛材料(無論是氧化銹、油漬,還是灰塵),那么膠黏劑通常無法接觸到金屬本體,從而導致粘接失敗。
可以讓膠黏劑與特定表面(如鋼的磨鱗面)牢固粘接,然后用它來去除底層金屬表面的雜物。因此,必須在粘接前去除污垢和弱束縛表面層,在此過程中,通常使用溶劑型脫脂劑去污,或者使用磨損法去銹。
處理注意事項
在最終選擇結構型膠黏劑時,還需要考慮到生產方法。必須將膠黏劑的三項關鍵參數考慮在內:
◆工作時間(或者混合膠黏劑到閉合接合面的間隔時間)
◆自然強度或操作強度(從膠黏劑膠化至可進行進一步處理的自固定化狀態所需的時間)
◆完全固化時間(膠黏劑達到最終固化狀態的時間)
上述時間因膠黏劑的化學成分和配方不同而有所差異;同時也受環境和操作溫度的影響。雖然與焊接相比,結構型膠黏劑的實際操作過程非常迅速,但結構型膠黏劑本身需要一個固定期來達到足夠的強度,以便膠接接合面在下游工件加工過程中能夠承受住進一步的壓力。
在室溫下,這一過程最短可能需要 15 分鐘,最長可能需要幾個小時。通過加熱(對大型部件可使用感應固化或加熱燈、加熱槍;對小型部件可使用烤箱)可以縮短這一時間。
此外,一旦雙組分膠黏劑混合后,它就會開始固化或者進入“凝膠”過程。混合后特定時間內,兩個粘接表面必須實現緊密結合。如果在粘接表面之前,膠黏劑處于混合狀態的時間過長,那么該膠黏劑就會因過度凝結而無法對基材表面進行浸潤,也就是說,它將無法與基材表面充分實現緊密接觸,而且最終粘接強度也會顯著降低。
另外,雙組分膠黏劑的固化會通過化學反應來完成,而不是以干燥(如在接觸膠黏劑中)或冷卻(如在熱熔膠中)的方式實現。高溫下比低溫下的化學反應速度更快。
因此,在設計生產工序時需要考慮到生產設施和粘接基材的溫度。如果溫度差異十分顯著(例如,冬夏之間溫度的變動),那么就需要改變生產工序,或者更換所用的膠黏劑。
接合面測試和失效模式
設計和生產是通過應用破壞性測試方法的統計數據進行驗證的,這些方法都是根據實際接合面所承受的主要力量來設計的。這些測試方法價格低廉,而且可以在各種環境條件中施行。這些方法可能包括剪切、沖擊、剝離和其他眾多應用的具體方法。
最常見的設計測試是搭接剪切測試,其中要同時考慮到基材、表面處理和粘接方法。ASTM?D1002提供了一種驗證設計方案的方法,對此,可輕松進行定制以獲得相關測試數據。
搭接剪切測試可能是評估各種產品對各類基材的粘接作用的最常用方式。還可以用它來對機械緊固件和焊接點的強度進行測試,以便在前期準備中,在金屬板之間為放置緊固件留出充足的搭接區域。可通過標準方法獲取對比數據,其中對比展示了增韌環氧樹脂與剛性環氧樹脂、機械緊固法以及焊接法的失效力度(見圖 4)。

圖4.增韌環氧樹脂可以達到或超過傳統連接方法的剪切失效力度
不過,標準搭接剪切測試并未說明各類設計的抗沖擊性能。其他測試方法可設計用于檢測沖擊/疲勞耐受性;有些方法非常復雜且耗時良久(如ASTM D3166);但通常只需簡單進行測試就能實現清晰對比。舉例來說,通過一個簡單的擺錘測試機就能解釋不同粘接方法吸收沖擊力的相對能力(見圖 5)。

圖5.增韌環氧樹脂粘接與點焊粘接的對比,T6061 鋁,擺錘撞擊測試(重量為 3 磅,擺臂長 20 英寸)
另一種常用于柔性基材的方法是剝離測試。剝離測試的類型非常多。包括:ASTM D3167浮輥剝離和 ASTM D1876- T-剝離法。
當基材與膠黏劑粘接時,膠黏劑可覆蓋整個接合面。這就避免了力量集中在一處(像在接合面中使用鉚釘或螺栓時會發生的那樣)。壓力沿著接合面進行擴散能夠減輕金屬因張力而發生的變形,同時也能提高極限失效力度。如果接合面會受到反復擠壓,則壓力沿粘接層進行擴散可提高抗疲勞性和部件壽命。可使用拉力測試機對膠接接合面和機械緊固接合面進行對比測試來展示這種效果(見圖 6)。

圖6.T6061 鋁(0.063 英寸厚)、拉力應用中的鉚釘與膠接鋁的失效對比
在這里還能間接展示出另一個優點,即薄片鋼材可在不發生(因使用鉚釘、螺栓和點焊導致的壓力集中所造成的)金屬變形的情況下進行膠接。使用膠黏劑可以讓壓力在薄片金屬的大塊面積上均勻擴散。因而,可以使用薄片金屬來減輕重量,同時還能保持原本的強度或抗疲勞水平。
對整個接合面進行焊接會制造出一個牢固的接合面;然而,焊接本身可能會帶來其他不良影響(包括高勞力成本和能量消耗,以及焊接過熱導致的金屬變形或弱化)。此外,采用焊接和機械緊固法可能需要進行更多的修整才能達到成品部件的審美要求。
測試結果表明,高端結構型膠黏劑的極限破壞力度甚至能夠趕上全縫焊接,而且不會因溫度過熱造成金屬變形或弱化。
對粘接接合面特定強度的進一步對比顯示,膠黏劑在強度和縮減重量方面都頗具優勢。
|
|
剛性環 氧樹脂 |
鉚釘 |
螺栓 |
點焊 |
焊接 |
增韌環 氧樹脂 |
|
接合面強度 |
840 |
920 |
1457 |
1700 |
3500 |
3768 |
|
相對重量(近似值) |
1.03 |
1.05 |
2.02 |
1.00 |
1.06 |
1.03 |
|
比強度 (強度/相對質量) |
816 |
880 |
721 |
1761 |
3327 |
3658 |
總結
如上所述,在各種力量的驅動下,大量長期采用焊接、釬焊、鉚釘和螺栓連接等標準連接方法的公司現已開始考慮采用具有較高性能的增韌結構型膠黏劑。
這種膠黏劑在很多方面都有顯著的優勢,如整體成本和重量縮減、粘接異質基材的能力、在均勻的應力分布下創建接合面的能力,以及隨之帶來的較高的抗疲勞性和受力性。增韌型膠黏劑能夠提升美學效果并降低勞動密集型加工成本,如磨除點焊過程產生的碎屑。
選擇合適的膠黏劑至關重要,工程師應該與其材料供應商緊密合作以選取合適的產品。此外,某些接合面再設計和生產工藝調整工作可能會對項目最終的成功產生重大影響。但根據以往經驗,如果采用合適的結構型膠黏劑,能在性能上趕超焊接、鉚釘和螺栓連接等傳統連接方法。


